Evaluation of Bonding Properties Between Bituminous Waterproofing Membrane & Shotcrete Lining
MS-D1
• Air-entrainment provides superior resistance to freeze-thaw cycling and salt-scaling resistance
• Improved adhesive and cohesive plastic properties
• Significantly reduced rebound, resulting in lower material usage
CONTEXT
Sprayed concrete or shotcrete has been used very successfully during the past decades for concrete repairs, slope stabilization, ground support and structural wall construction. As opposed to traditional cast-in-place concrete, shotcrete allows for a significant reduction of formwork resulting in cost, labor and logistic savings. Among the existing methods for building foundations in high density build-up areas, the combined use of shotcrete and bituminous waterproofing membrane as illustrated in Figure 1 has become more and more popular for the past decade. In this construction method, the bituminous waterproofing membrane is first fixed to the drainage board or the temporary shotcrete lining. The structural shotcrete lining is then placed pneumatically onto the waterproofing membrane using compressed air. Almost no formwork is required using this construction method which allows for a significant reduction in the construction schedule.
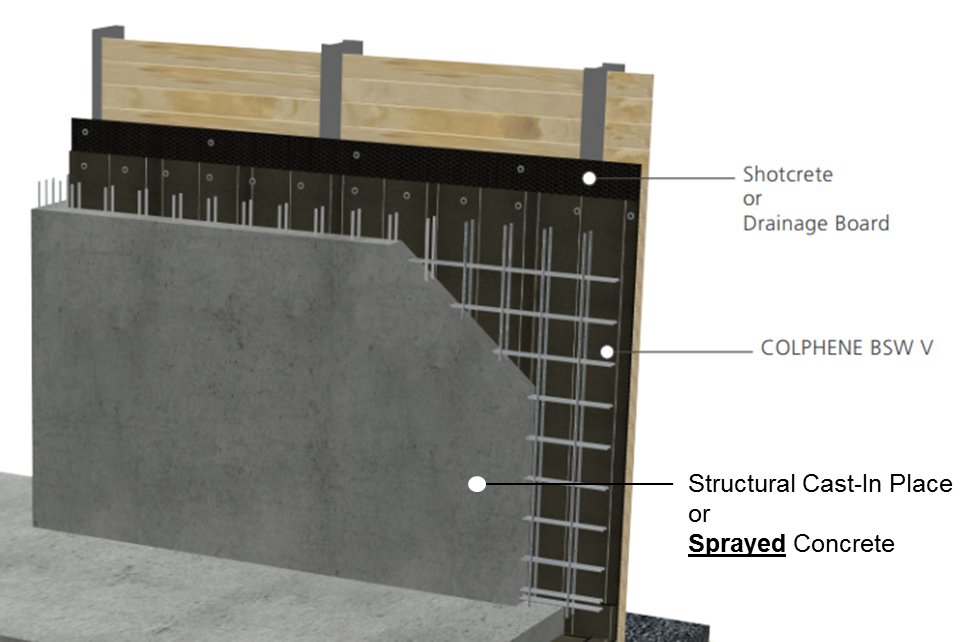
Figure 1: Typical waterproofing system used for building foundations in high density build-up areas (adapted from SOPREMA website)
The waterproofing of the foundation is tightly related to the bonding quality between the structural shotcrete lining and the bituminous membrane. For this reason, it is critical to make sure that the shotcrete placement process does not affect the bonding properties with the waterproofing membrane.
TEST PROGRAM
In this context a test program directed by KING and SOPREMA was conducted to evaluate the bonding/waterproofing properties between the SOPREMA COLPHENE BSW V membrane and KING shotcrete mixtures.
MATERIALS
Two (2) pre-blended shotcrete mixtures produced at KING’s Boisbriand (QC) plant were used for this test program. The selected shotcrete mixtures are presented in Table 1 and are quite typical for the construction of structural foundations walls using the dry-mix shotcrete process.
Table 1: Shotcrete mix and membrane features
| Label | KING Shotcrete Mix | SOMPREMA Membrane | |
| Plain Shotcrete | MS-D1 X G2* | COLPHENE BSW-V | |
| Fiber Reinforced Shotcrete | MS-D1 X STA G2** | COLPHENE BSW-V |
*Accelerated Portland cement based mixture with ACI No. 2 aggregate gradation
**Accelerated Portland cement based mixture with ACI No. 2 aggregate gradation and a high steel fiber dosage
The selected SOPREMA membrane, named COLPHENE BSW–V is commonly used for waterproofing the vertical walls of building foundations.
SHOTCRETE EQUIPMENT
Typical dry-mix shotcrete equipment illustrated in Figure 2 was used to convey and spray the shotcrete mixtures at high velocity onto the SOPREMA membrane. As illustrated in Figure 2, the dry pre-blended mixture is first introduced into an ALIVA 246 gunning machine (Figure 2 – Left) that conveys the material through a 38 mm diameter delivery hose by means of compressed air. The machine and the material delivery are driven using compressed air and without introducing any mixing water. Only dry material is involved at this step of the process. Water is only added to the dry-mixture via a water ring about 3 meters before the nozzle outlet (see Figure 2 – Right).
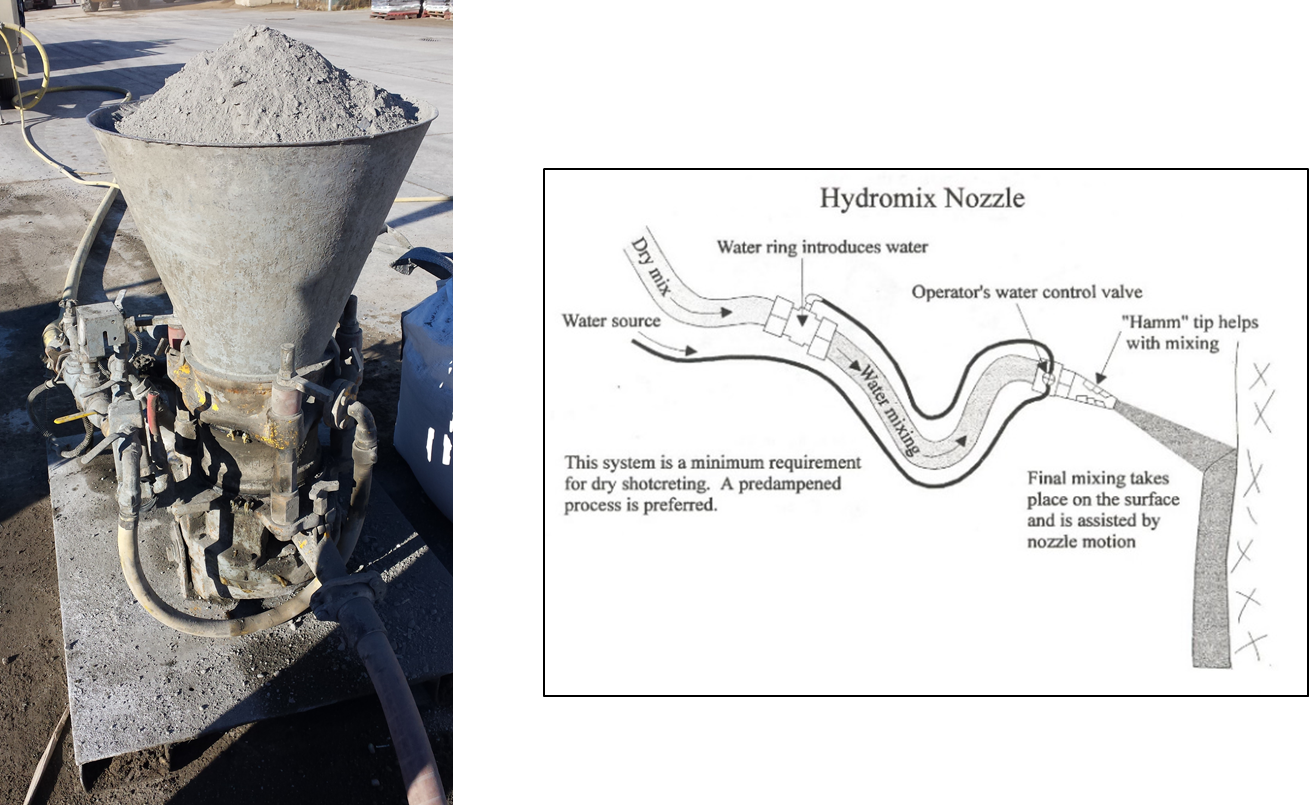
Figure 2: ALIVA 246 dry-mix gunning machine (left); Hydromix nozzle principle (right)
TEST METHODS AND SPECIMEN FABRICATION
Specific bonding properties were determined in accordance with the following standard test methods:
• Peel or Stripping Strength of Adhesive Bonds (ASTM D903)
• Hydrostatic Pressure Resistance of Waterproofing Membranes (ASTM D5385)
• Lateral Water Migration Resistance (ASTM D5385 – Modified)
In addition, special attention was also given to the impact/tear/puncturing resistance of the selected waterproofing membrane during the shotcrete placement process. Nozzleman rating regarding the placement quality and the ease of shooting KING shotcrete material onto the named SOPREMA membrane were also noted.
Several test panels were built for the purpose of testing. As illustrated in Figure 3 the selected SOPREMA membrane was placed and fixed to the bottom of a wooden panel specially designed to ensure adequate consolidation of the mixture and prevent rebound/dust accumulation during the application of the shotcrete material on to the membrane. One set of test panels as shown in Figure 3 was built and used for each shotcrete mixture.
Shotcreting took place at KING’s Boisbriand facility in Québec (Canada). An ACI certified nozzleman was in charge of filling the diff erent test panels to ensure proper consolidation of the material in accordance with ACI 506 R16 ″Guide to Shotcrete″.
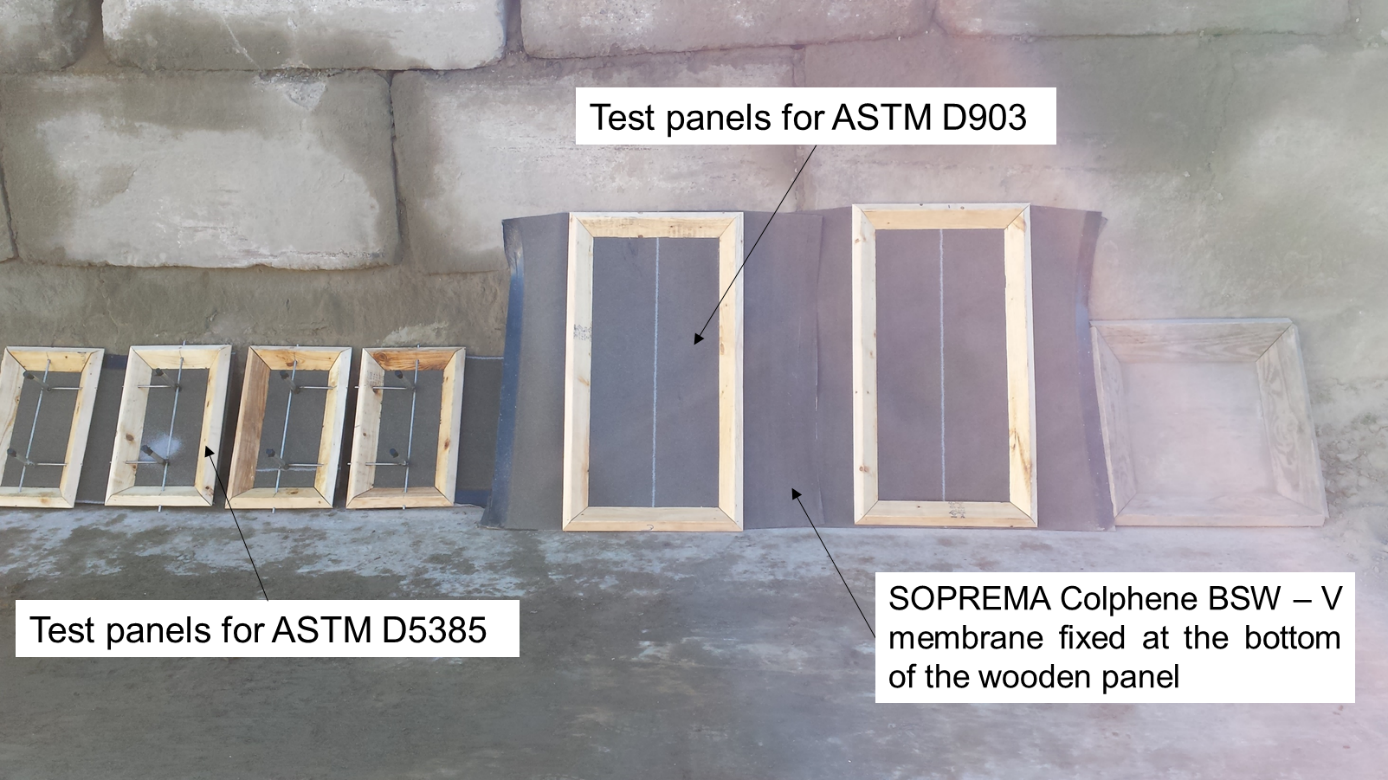
Figure 3: Test panels used to fabricate shotcrete/membrane specimens
Once filled, each test panel was surface finished using a wooden trowel. After completion of the shotcreting and finishing steps (Figure 4), the panels were carefully transferred inside the KING laboratory for curing.
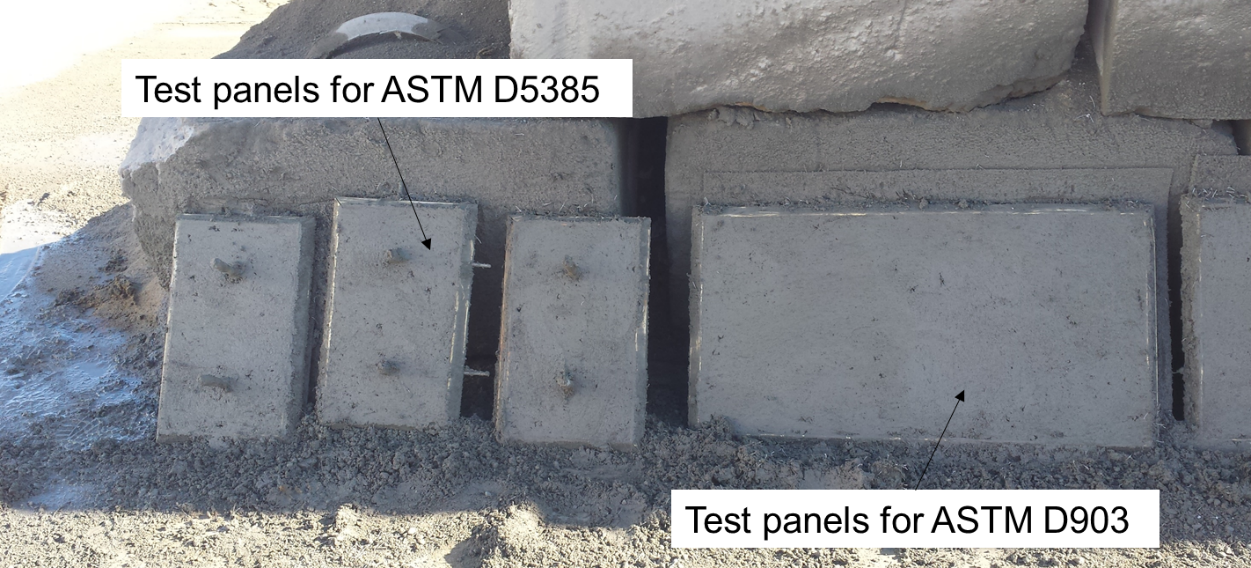
Figure 4: Illustration of test panels after completion of shotcreting and surface finishing
As shown in Figure 5, the panels were placed horizontally on the floor and covered with wet burlap and a plastic sheet. Continuous wet curing was maintained for 7 days at a temperature of 21 ⁰C.

Figure 5: Test panels covered with wet burlaps (left) and plastic sheets (right) for 7 days
Test panels were transported to Groupe CTT (St-Hyacinthe, QC) 14 days after completion of shotcreting.
All test specimens were conditioned at Groupe CTT before testing at 23±1⁰C and 50±2% R.H. The ASTM tests were performed on the shotcrete/membrane specimens between 28 and 56 days after placement.
RESULTS AND DISCUSSION
NOZZLEMAN RATING
Shotcreting of all test panels were done properly and smoothly. As per the comments of the ACI certified nozzleman, the material consolidation and the behaviour during impact on to the SOPREMA membrane were very good.
The observations reported by the nozzleman confirmed excellent compatibility between the selected KING shotcrete mixtures and the SOPREMA Colphene BSW-V membrane from an application standpoint.
BONDING PROPERTIES
Table 2: Bonding properties measured at 28 – 56 days on shotcrete/membrane specimens
| Tested Property |
Test Method |
Detailed Results |
Plain Shotcrete |
Fiber Reinforced |
Conventional Cast-in-Place Concrete |
| Peel or Stripping Strength of Adhesive Bonds | ASTM D 903-98 (2010) | Strength at first peak (N/m) | 6049 | 7211 | – |
| Bonding Peel Strength (N/m)
|
2355 | 2402 | 1800 – 3000 | ||
| Type of Failure | Cohesive | Cohesive | Cohesive
|
||
| Hydrostatic Pressure Resistance of Waterproofing Membranes | ASTM C 5385-93 (2014) | Observation (pass/fail) | Pass* | Pass* | Pass |
| Pressure withstood successfully (psi/kPa) |
160/1103* | 160/1103* | 160/1103 | ||
| Head of water withstood successfully (ft/m H20) |
370/110* | 370/110* | 370/110 | ||
| Lateral Water Migration Resistance
|
ASTM D 5385-93 (2014) – Modified | Observation (pass/fail) | Pass* | Pass* | Pass |
| Pressure withstood successfully (psi/kPa) | 160/1103* | 160/1103* | 160/1103 | ||
| Head of water withstood successfully (ft/m H20) |
370/110* | 370/110* | 370/110 |
*The actual values can be higher since none of the tested assemblies failed at the maximum pressure of the test equipment.
Between all the bonding properties tested, the bonding peel strength [ASTM D 903-98 (2010)] is one of the most important. The typical bonding peel strength [ASTM D 903-98 (2010)] reported in previous studies conducted on conventional cast-in-place concrete and the selected SOPREMA membrane was found to be between 1800 and 3000 N/m.
Test results reported in Table 2 demonstrate the excellent bonding performance obtained between the two selected King Shotcrete mixtures and the SOPREMA Colphene BSW-V membrane. The results obtained for resistance to hydrostatic pressure and later water migration reinforce this conclusion, as none of the tested assemblies failed at the maximum pressure of the testing equipment. According to these results, it is noteworthy that the King Shotcrete mixtures provided similar bonding performance when compared to conventional cast-in-place concrete.
In addition, this test program has also shown that the use of steel fibers, when required, does not negatively affect the bonding properties between the shotcrete/membrane interface and the aimed waterproofing performance.
Ressources et publications

Matériaux King et compagnie est fière d’être membre de l’American Shotcrete Association (ASA)!
PLUS D’INFORMATION >

Matériaux King et Compagnie est fière d’être membre de l’Association Canadienne Des Tunnels (TAC)!
PLUS D'INFORMATION >
L'Équipe de services d'ingénierie KING offre un éventail de devis types. Pour demander ces exemples de devis, communiquez avec les services techniques à l'adresse engineeringservices@kpmindustries.com.

Pour connaître les Ressources et publications sur le béton, le coulis ou le mortier de réparation, consultez le site Produits de construction KING.
CLIQUEZ ICI >
Matériaux King et compagnie est fière d’être membre de l’American Shotcrete Association (ASA)!
PLUS D’INFORMATION >
Matériaux King et Compagnie est fière d’être membre de l’Association Canadienne Des Tunnels (TAC)!
PLUS D'INFORMATION >L'Équipe de services d'ingénierie KING offre un éventail de devis types. Pour demander ces exemples de devis, communiquez avec les services techniques à l'adresse engineeringservices@kpmindustries.com.
Pour connaître les Ressources et publications sur le béton, le coulis ou le mortier de réparation, consultez le site Produits de construction KING.
CLIQUEZ ICI >